

我公司生产的纯棉精梳赛络紧密纺纱线,原材料全部使用新疆棉,质量指标除棉结外全部达到客户要求,为此我们成立了降低棉结的攻关小组,经过2个月的攻关活动,JC14.6KSJ品种的棉结降低到15粒左右,达到了客户要求。
01生产工艺流程
JWF1012往复抓棉机→ZFA113B 单轴流开棉机→FA028-160多仓混棉机→JWF1124精开棉机→异纤机→FA151除微尘机→JWF1204型梳棉机→FA320A予并→HC181D条并卷联合机→HC500精梳机→FA320A并条机→FA1322F(带USTER自调匀整)并条机→FA493粗纱机(配粗细联)→TONGHE578J紧密赛络细纱机→QPRO自动络筒机→成包
02原料
原棉棉结对成纱棉结的影响很大(见表1),我们根据客户对纱线指标的不同要求选择不同的配棉进行生产。
表1 原棉棉结对成纱棉结的影响

03关键工序工艺的优化与控制
3.1 清花工序
清花工序采取柔性开松,控制打手速度,减少短绒增加,采用早落少碎的原则,JWF1012往复抓包机打手速度控制在960r/min,下降动程1.5mm,行驶速度16m/min,抓包机的运转率控制在90-98%之间。ZFA113B单轴流开棉机打手速度520r/min,JWF1124精开棉机打手速度650r/min,各机台在不落白的情况下适当增加落棉率。
3.2 梳棉工序
为优化梳棉工艺,成立了由生产技术处、设备处、前纺车间技术人员组成的专项攻关组,对锡林速度、锡林-盖板隔距、出条速度等工艺参数进行优化对比。
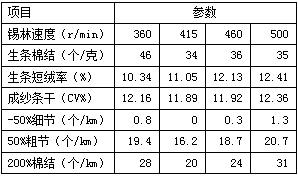
3.2.1 锡林速度
由于高速梳棉机的使用,梳棉机的产量由原来的20kg/小时提高到30kg/小时,甚至更高,作为主要梳理部件,锡林速度的选择至关重要,我们进行了几组不同锡林速度的对比实验,见表2。
表2 锡林速度对成纱棉结的影响
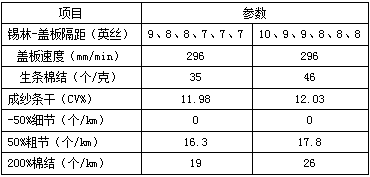
3.2.2 锡林盖板隔距对成纱质量的影响
锡林-盖板隔距是梳棉机的主要梳理区,适当缩小对生条与成纱棉结都有较大幅度改善,见表3。
表3 锡林-盖板隔距对成纱棉结的影响
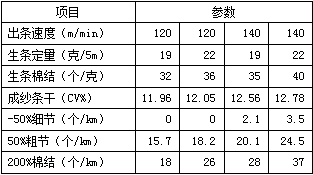
3.2.3 出条速度与生条定量对成纱棉结的影响
出条速度与生条定量直接影响梳棉机的台时单产,从而对梳棉机的梳理效果产生重要影响,进而影响成纱棉结,见表4。
表4 出条速度与生条定量对成纱棉结的影响
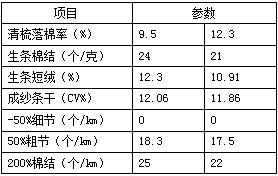
3.2.4 清梳落棉率对成纱棉结的影响
我公司采用的是清梳联,清梳自动打包,因此单独测试一台车的落棉率不太方便,我们在调整落棉率的原则是清花适当增加落棉,梳棉根据品种要求调整落棉,通过对比试验,在一定范围内清梳落棉率与成纱棉结成正比,见表5。
表5 清梳落棉率与成纱棉结的关系
通过对梳棉工艺的优化试验,我们生产JC14.6KSJ品种采用的梳棉主要工艺参数为:锡林速度415r/min,锡林-盖板隔距9、8、8、7、7、7,出条速度120m/min,生条定量19克/5米。
3.3 精梳工序
精梳工序我们采用不同的给棉方式、给棉长度、落棉隔距进行了对比试验,见表6:
表6 精梳工艺参数优选试验

由对比试验可知:后退给棉、给棉长度4.7mm、落棉隔距9.5mm时,成纱+200%棉结指标最好(15个/km),但是落棉率最高(18.9%),前进给棉、给棉长度5.9mm、落棉隔距8.5mm时,成纱+200%棉结指标最差(27个/km),但是落棉率最少(14.6%),我们根据不同的客户选择不同的工艺路线,在保证客户质量要求的情况下控制消耗指标。
04结语
通过技术攻关,落实各项工艺措施,我们的JC14.6KSJ品种成纱+200%棉结水平由原来的35个/km降低到15个/km左右,满足了国内高端客户的要求。
